Ż¼║▄╬ŻļU(xi©Żn)Ż®ĪŻ


šł(q©½ng)ę╗ų▒ą²▐D(zhu©Żn)ĄČ▒█Ż¼ų▒ĄĮĄČ▒█ū÷═Ļę╗éĆ(g©©)═Ļš¹Ą─ōQĄČäė(d©░ng)ū„
ĪŻĄČ▒█ę▓ėąę╗éĆ(g©©)įŁ³c(di©Żn)╬╗ų├Ą─Ż¼ėąĄ─įO(sh©©)éõ▓┘ū„├µ░Õ╔ŽėąĪ░ĄČŠ▀Š═╬╗Ī▒Ą╚ś╦(bi©Īo)ųŠ
Ż¼«ö(d©Īng)▀@éĆ(g©©)¤¶┴┴Ų┤·▒ĒĄČ▒█ęčĮø(j©®ng)ĄĮ┴╦įŁ³c(di©Żn)╬╗ų├
Ż¼╚ń╣¹ø]ėą▀@éĆ(g©©)ś╦(bi©Īo)ųŠŻ¼Š═ę¬─┐£y(c©©)ĄČÄņ(k©┤)ā╚(n©©i)Ą─įŁ³c(di©Żn)¤¶┴╦
Ż¼▀@╩Ū├┐┼_(t©ói)įO(sh©©)éõČ╝ėąĄ─
Ż¼į┌ĄČÄņ(k©┤)├µ░Õā╚(n©©i)Ż¼└’├µėą╝t╔½3éĆ(g©©)¤¶
Ż¼ę╗░Ńųąķg─ŪéĆ(g©©)┴┴┴╦Š═╩ŪĄČ▒█╠Äė┌įŁ³c(di©Żn)╬╗ų├
ĪŻ

5.┼┼│²═Ļ┐©ĄČ╣╩šŽ║¾Ż¼īóĄČ▒█ļŖÖC(j©®)äx▄ćčbų├┤“╔ŽŻ©ō▄╗žįŁüĒ╬╗ų├Ż®Ż¼╚╗║¾į┘į┌MDIĀŅæB(t©żi)Ž┬▀M(j©¼n)ąąę╗┤╬ōQĄČäė(d©░ng)ū„
Ż¼┐┤╩Ūʱš²│Ż
Ż¼╚ń╣¹š²│ŻŻ¼šł(q©½ng)ę╗Č©ėøūĪę¬īó╝ė╣żę¬ė├ĄĮĄ─╦∙ėąĄČŠ▀▀M(j©¼n)ąą║╦ī”(du©¼)ę╗▒ķ
Ż¼ęŌ═ŌĄ─┐©ĄČäė(d©░ng)ū„
Ż¼Ģ■(hu©¼)ė░ĒæöĄ(sh©┤)ō■(j©┤)é„▌öŻ¼ĄČŠ▀Ę¼╠¢(h©żo)ą┼ŽóųąöÓĄ╚Ą╚
Ż¼ī¦(d©Żo)ų┬╦ūĘQĄ─Ī░üyĄČĪ▒
6.░l(f©Ī)╔·üyĄČ┴╦Ż¼ūŅ║å(ji©Żn)å╬Ą─ĘĮĘ©Ż¼░čĄČÄņ(k©┤)ĄČŠ▀╚½▓┐─├Ž┬üĒ
Ż¼į┘ę╗░č░ččb╔Ž╚ź
Ż¼Š═┐╔ęį┴╦Ż¼Ė³╩Ī┴”▒ŃĮ▌Ą─ĘĮĘ©╩Ūį┌ģóöĄ(sh©┤)Įń├µ└’▀M(j©¼n)ąąĄČŠ▀ųžš¹
Ż¼▀@└’Š═▓╗ČÓšf┴╦
ĪŻ
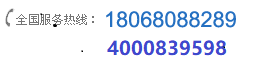
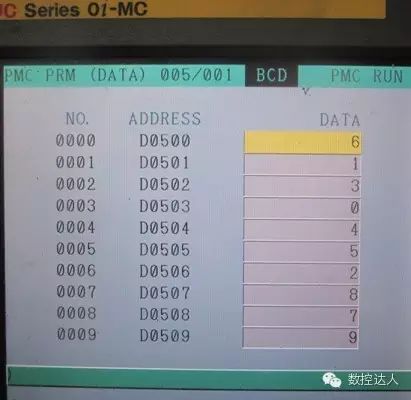
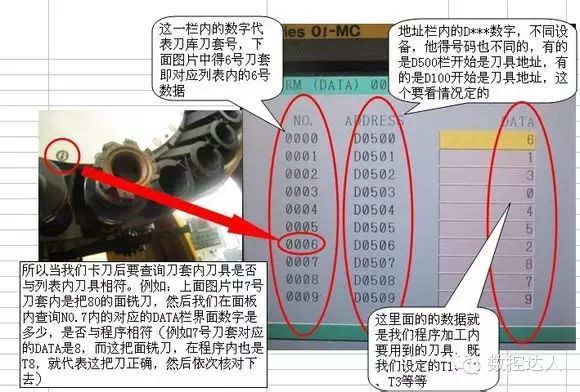
▀Ćėąę╗ĘN▐kĘ©Öz▓ķĄČŠ▀╩Ūʱüyø]üyŻ¼Š═╩Ū▓ķĄČŠ▀Ę¼╠¢(h©żo) Ż¼▀@└’ę▓╠ߎ┬Ż║░┤▓┘ū„├µ░Õ░┤ŌoSYSTEMĪ·PMCĪ·PMCPRMĪ·DATAĪ·G,DATA,╚╗║¾į┌ĄČŠ▀┴ą▒Ē└’
Ż¼Öz▓ķĄČŠ▀▒ĒĄ─ĄČ╠¢(h©żo)╩ŪʱėąųžÅ═(f©┤)Ą─ĄČ╠¢(h©żo)?ĄČ╠ūā╚(n©©i)ĄČ╠¢(h©żo)┼c│╠ą“Ą─ĄČ╠¢(h©żo)╩ŪʱŽÓĘ¹?╚¶ėąÕe(cu©░)š`Ż¼┐╔ęįūįąąį┌öĄ(sh©┤)ō■(j©┤)▒Ēųąą▐Ė─Ė³ōQ
Ż¼▓╗ąĶę¬╩ųäė(d©░ng)īóĄČŠ▀ųžš¹
ĪŻŻ©▀@éĆ(g©©)▒╚▌^Å═(f©┤)ļsŻ¼▓┐Ęų╦ĮŲ¾Ą─ģóöĄ(sh©┤)ĶĆ│ū╣└ėŗ(j©¼)Č╝╩šū▀┴╦
Ż¼Ė─▓╗┴╦
Ż¼▀@éĆ(g©©)ąĶę¬ę╗Č©Ą─▓┘ū„╗∙ĄA(ch©│)Ż¼Į©ūh┤¾╝ę▀Ć╩Ū╩ųäė(d©░ng)ųžš¹ĄČŠ▀░╔
Ż¼Ė³┐┐ūV³c(di©Żn)Ż®
║├┴╦Ż¼Į©ūhĄ─┐©ĄČ╣╩šŽ┼┼│²Ż¼╗∙▒ŠŠ═╩Ū▀@śė
Ż¼░┤╔Ž├µĄ─▓Į¾Eę╗░ŃČ╝─▄ĮŌøQ
Ż¼ŽŻ═¹─▄Ä═ĄĮ┤¾╝ęŻ¼ėXĄ├║├Ą─Š═Ę█╬ę┼Č
Ż¼║Ū║Ū~~~~
ŲõīŹ(sh©¬)┐©ĄČ╣╩šŽų╗╩ŪéĆ(g©©)▒ĒŽ¾Ż¼ėąĢr(sh©¬)║“╝┤▒Ń┼┼│²┴╦┐©ĄČŻ¼┐╔─▄ū÷▓╗┴╦▓╗ĄĮČÓŠ├Š═ėų│÷¼F(xi©żn)┐©ĄČŪķør
Ż¼ŅlĘ▒│÷¼F(xi©żn)
Ż¼ūī╚╦ĘŪ│Ż┐ÓÉ└
Ż¼▀@Ģr(sh©¬)║“Š═ąĶę¬╬ęéā?n©©i)ź╔Ņ╚ļ蹊┐
Ż¼įņ│╔┐©ĄČĄ─Ė∙▒ŠįŁę“┴╦Ī?/SPAN>
1Ż║Ą┌Č■ōQĄČįŁ³c(di©Żn)╬╗ų├«É│ŻŻ¼ę╗░ŃÖC(j©®)┤▓š`▓┘ū„ū▓ÖC(j©®)║¾Ż¼╚▌ęūī¦(d©Żo)ų┬?li©ón)QĄČįŁ³c(di©Żn)▓╗š²┤_
Ż¼▒Ē¼F(xi©żn)×ķōQĄČĢr(sh©¬)ĄČ▒█░╬ĄČ
ĪóčbĄČ«ÉĒæŻ¼╔§ų┴ī¦(d©Żo)ų┬┐©ĄČ
Ż¼Ģr(sh©¬)ķgŠ├┴╦ĄČ▒█ę▓Ģ■(hu©¼)╩▄ĄĮōpé¹
ĪŻ
2Ż║ų„▌SČ©Ž“ĮŪČ╚▓╗š²┤_Ż©╝┤M19ųĖ┴ŅŻ®Ż¼Č©Ž“ĮŪČ╚┼▄äė(d©░ng)ę╗░Ńę▓╩Ū┤¾▓┐Ęųę“?y©żn)ķū▓ÖC(j©®)ī¦(d©Żo)ų┬ Ż¼╗“š▀╩Ūų„▌S═¼▓Į²Xą╬Ħ│÷┴╦å¢Ņ}Ż¼ī¦(d©Żo)ų┬Č©Ž“ĮŪČ╚«a(ch©Żn)╔·š`▓Ņ
Ż¼Č©Ž“▓╗£╩(zh©│n)┤_═¼śėĢ■(hu©¼)įņ│╔ōQĄČ«É│ŻĄ╚å¢Ņ}
ĪŻ
3Ż║ų„▌SĄ─ÜŌē║┤“ĄČĖū┤“▓╗äė(d©░ng)ĄČŠ▀Ż¼¤oĘ©╦╔ĄČ Ż¼ī¦(d©Żo)ų┬┐©ĄČ
Ż¼ę╗░ŃBT40ų„▌S╩╣ė├ÜŌē║┤“ĄČĖūŻ¼BT50Ą─╩╣ė├ę║ē║┤“ĄČĖū
Ż¼╚ń╣¹BT50┤“▓╗äė(d©░ng)ĄČŠ▀ę╗░ŃČ╝╩Ūę║ē║ŽĄĮy(t©»ng)│÷å¢Ņ}┴╦
ĪŻėų╗“š▀╩Ū┤“ĄČąą│╠ąĶ꬚{(di©żo)š¹Ż¼┤“ĄČĖūā╚(n©©i)Ą─ÅŚąįē|Ų¼ąĶę¬Ė³ōQ
ĪŻ
│Č╠½▀h(yu©Żn)┴╦ ĪŻĪŻ
ĪŻ
ĪŻĪŻ
ĪŻ
öĄ(sh©┤)ō■(j©┤)N0.0000Ö┌┤·▒ĒŠ═╩Ūų„▌SĄČŠ▀Ą─ęŌ╦╝ Ż¼Š═╩Ūų„▌S╔ŽĄ─ĄČŠ▀ĪŻ
ÖC(j©®)Ų„į┌ōQĄČĄ─▀^│╠ųą ┤µį┌Ą¶ĄČ¼F(xi©żn)Ž¾ šł(q©½ng)å¢╩Ū╩▓├┤įŁę“